
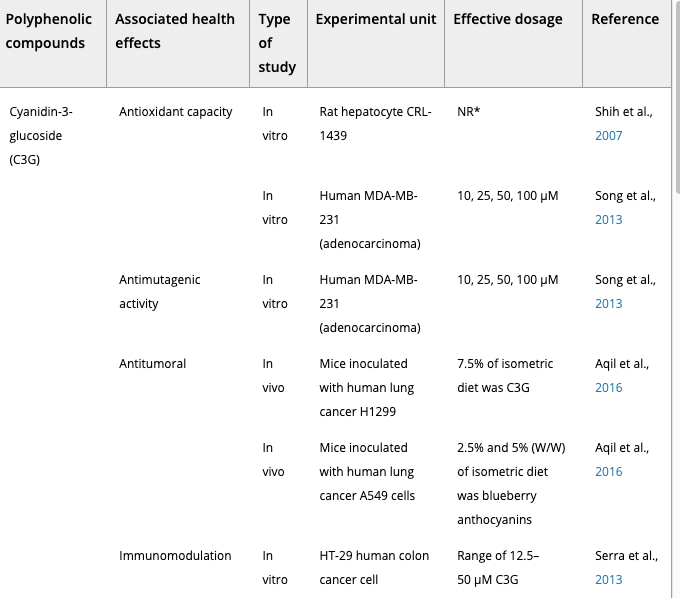
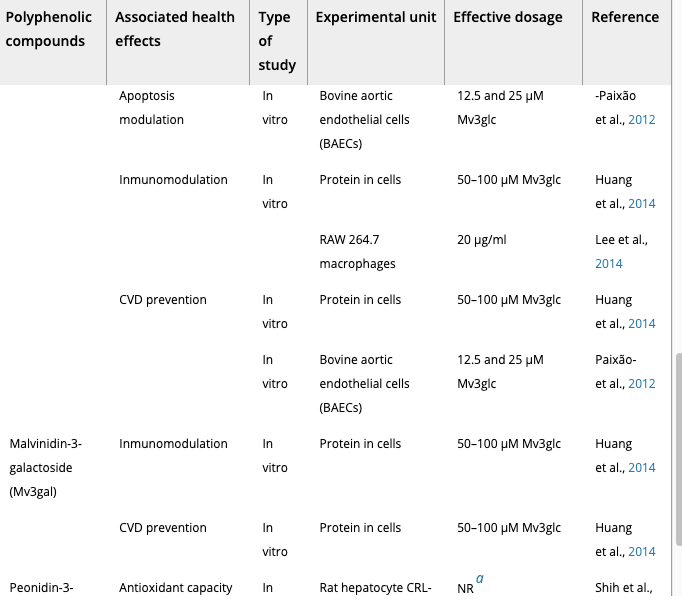
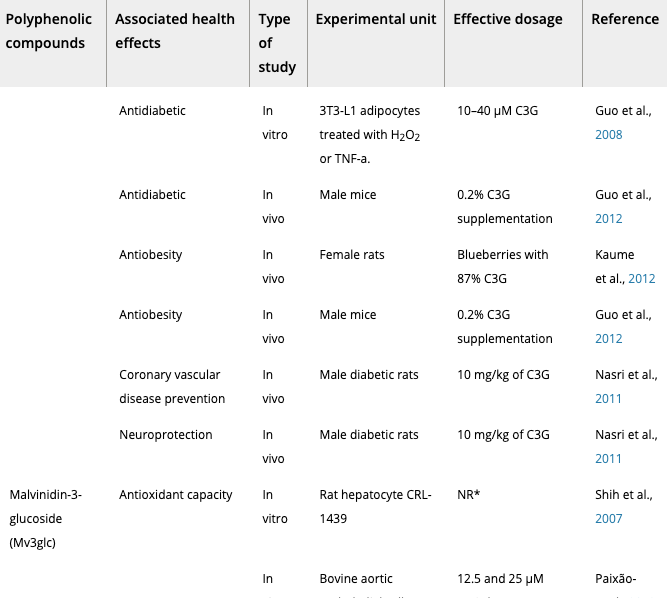
ブルーベリーはポリフェノールが豊富な果物で、抗酸化作用、抗腫瘍作用、抗変異原性、抗糖尿病作用、心血管疾患の予防効果がある。
近年では、ベリー類のポリフェノールは消化酵素をブロックし、腸内細菌叢を再形成し、消化管ホルモンの放出に影響を与えることでインスリンの動態やグルコース管理を調整する作用があるという考え方が支持されている。
一般に市場で販売されているブルーベリーは冷凍されたものであり、採れたままの状態の物はあまり見かけない。
保存状態のクオリティにも関係するため、食品・飲料業界では一旦加工される。
加工することで健康効果が低減するイメージもあるが、逆に濃縮プロセスはブルーベリーの副産物の生物活性化合物の保存に役立つ可能性がある。
濃縮技術には、蒸発、逆浸透、凍結濃縮などのプロセスがあり、それぞれが最終的な濃縮物の効率、品質、栄養価に影響を与える。
凍結濃縮や逆浸透膜は低温加工を用いることで生物活性物質などの熱に弱い成分の破壊を防ぐことができるため、蒸発よりも品質の高い濃縮物を得ることができる。
下のリンクのレビューは、濃縮技術がブルーベリー果汁の生理活性成分や健康効果に与える影響についてまとめたもの。
製造業や調理師の方には何か参考になるかもしれない。
Blueberry juice: Bioactive compounds, health impact, and concentration technologies—A review
・ブルーベリーにはビタミン、アントシアニン、そしてフラボノール、クロロゲン酸、プロシアニジンなどのフェノール化合物が豊富に含まれており、高い抗酸化作用を持っている。食糧農業機関は、ブルーベリーが人間にとって最も健康的な5つの食品の1つであると認定している(Li et al.、2018年)。
・ブルーベリーが「スーパーフルーツ」として人気を博したのは、その高い抗酸化活性と豊富な数の生物活性化合物のためである。ブルーベリー由来のアントシアニンが、心血管系疾患、二型糖尿病、精神疾患など、社会経済的に大きな負担となる疾患のバイオマーカーやリスクを低減することを示す重要な証拠がある。アントシアニンは、他のフラボノイドを含む他の植物性食品のフィトケミカルを上回る効果をもたらすことが多い。
二型糖尿病の患者において、カシスエキスを飲料として摂取することで、食後の血糖値、インスリン血症、インクレチン分泌を低下させることができ、人間の健康に有益であるとする研究や、1日50gのブルーベリーを8週間摂取したところ、対照群に比べて補充群では血圧とコレステロール指標(LDL)が有意に低下したことを証明し、ブルーベリーがメタボリックシンドロームの特定の経路を改善する可能性を示唆した研究もある。
・ブルーベリーは収穫期が限定されるため、入手可能性や保存期間が限られており、食品業界では派生製品(ピューレ、ゼリー、ジュース、キャンディなど)の製造が行われている。そのため、高温、高圧、酸素への暴露など、食品加工時のさまざまな環境要因が、これらの生理活性化合物の分解を増加させる。
ブルーベリーの成分
糖類(グルコース、フルクトース)
ビタミン類(A、D、E)
葉酸
ミネラル類(リン、カリウム、マグネシウムなど)
有機酸(ヒドロキシ桂皮酸、ヒドロキシ安息香酸)
・フラボノイドのような生理活性化合物の重要な供給源でもある。
フラボノール、フラバノール、アントシアニンは、すべてフラボノイドの一部。ブルーベリーに多く含まれるフラボノールは、ケルセチン、ミリセチン、ケンフェロールであり、フラバノールは、カテキン、エピカテキン、ガロカテキンに代表される。
ブルーベリーには、デルフィニジン、マルビジン、ペチュニジン、ピオニジン、シアニジンの5種類のアントシアニジンが含まれている。これらのアントシアニジンは、強い抗酸化作用を持ち、ブルーベリーの生物学的活性と人間の健康への恩恵の源と考えられる。収穫時の熟成段階がブルーベリーのアントシアニン含有量と正の相関を示し、抗酸化活性と直線的な関係を示す。
・果肉と皮の両方に多量の生理活性化合物が含まれている。
果肉に比べて果皮に化学物質の高い含有量が見られることを実証した研究がある。
ブルーベリーの抗酸化力
フェノール化合物が豊富に含まれていることから、抗酸化物質の含有量が多い果物と考えられている。複数の研究者(Casas-Foreroら、2020年、Orellana-Palma、Guerra-Valle、Zúñigaら、2021年、Zorziら、2020年、Ramirezら、2015年、Zhangら、2016年)が、抗酸化活性とポリフェノール化合物との強い正の相関関係を結論づけている。
・Priorら(1998)は、ブルーベリーの抗酸化能力を初めて研究した者の一人で、アメリカのいくつかの品種のポリフェノール含有量と抗酸化力を特徴づけ、アントシアニン含有量と抗酸化力の間に正の相関関係があることを示した。さらに、これらのブルーベリーは、酸素ラジカル吸収能(ORAC)(13.9〜45.9µmol Trolox equivalent/g of fresh berries)によって、抗酸化活性に有意な差があると述べている。
公表されている無作為化比較試験を用いたメタ分析。ブルーベリーの健康関連効果をまとめたもの
一般的な濃縮方法
濃縮果汁の生成は蒸発が最も一般的である。
しかし、製品に熱が加わると貴重な成分が破壊されたり、風味が低下したりする可能性がある。
濃縮プロセスは組成に関連する変化なしに水分を部分的に除去することに重点が置かれ、微生物学的および化学的安定性も提供する。濃縮された製品は最小限のスペースしか必要としないため、メーカーは輸送、取り扱い、さらには倉庫保管の費用を節約することがでる。
液体食品の濃縮に使用される最も一般的な方法は、蒸発(EVA)などの熱的なものと、凍結濃縮(CC)や例えばROなどの膜技術などの非熱的なものに分けられる。
熱濃縮
蒸留は、液体食品から水を除去して溶質濃度を高めるなど、さまざまな目的で使用されている。蒸発は、水の沸騰過程を通じて高温で水を除去し、固形分濃度の高い液体濃縮物を得ることができます。しかし、50~150℃の温度が短時間続くと、最終製品の栄養品質が劣化する(Sánchezら、2009年)。
揮発性化合物であっても、蒸留によって失われる傾向がある(Petzoldら、2016)。
しかし業界では、この問題はアロマの回収によって部分的に解決されており、パーベパレーションはアロマの回収率が高い効率的な膜ベース技術として採用されている(Castro-Muñoz, 2019)。
適度な温度であってもフルーツジュースの多くの成分は不安定で、酵素触媒は数分でジュースの特性を変えてしまう。
揮発性のアロマはほとんど失われてしまう。
ベリー類の果汁は熱に弱いため、真空状態で55〜59℃の範囲で蒸留させるが、それでも化学変化が起こる可能性がある。
具体的には、クランベリーとブルーベリーのジュースでは、それぞれ色とビタミンCの含有量が変化するという研究結果がある。
濃縮工程において、クランベリージュースは青みがかった色に変化し、ブルーベリージュースでは、ビタミンCの含有量が32〜48%減少する。
高温になると濃縮液中のビタミンCの含有量が低下する。
生理活性プロファイルの改善のための非熱的濃縮
RO
膜分離システムは、水の浄化、果汁の濃縮と清澄化、食品廃棄物からの貴重な化合物の回収など、さまざまな用途で食品業界で使用されている。
膜分離システムでは、相変化を伴わずに水が除去される。
膜の物理的および化学的性質は、液体ストリームの分離に影響を与える(Nazirら2019)。
さらに、膜技術は主に2つのモジュール-デッドエンドろ過とクロスフローろ過に適用できる。
第1のモジュールでは供給溶液全体が膜を強制的に通過するため、膜で拒絶される成分により濃度が上昇し、透過液の濃度が低下する。
このモジュールは流れが膜に対して垂直であるため最も単純なモジュールだが、残留物が層を形成するため、時間の経過とともに流れが減少する。
2番目のモジュールでは、層の蓄積をある程度軽減できる。
クロスフローレートを調整することでフラックスをより適切に制御することができ、供給溶液が膜の接線方向に流れるため、ファウリングの傾向が低くなる。
また、供給液が透過液と戻り液の2つの部分に分離されるため、デッドエンドモジュールに比べて流量の減少がかなり少なくなる。
したがって、クロスフローモジュールは産業用途に推奨される(Nazirら、2019年)。
近年、膜技術は持続可能な食品加工の新しいトレンドに沿った低エネルギー消費から、フルーツジュース産業から注目されている(Conidi et al.、2020)。
ROシステムでは、主に水が透過し、塩分や糖分は除去される。
このシステムでは、浸透圧を克服するために非常に高い水圧が必要となる。
さらに、浸透圧よりも高い水圧で溶液を送液することでROを実現し、プロセス効率を向上させることができる。
最小の水分子は膜を通過し、最大の分子は供給側に残り、果汁が濃縮される。
さらにROを使用すると、熱によるダメージが最小限に抑えられ、低温操作(40〜50℃)を使用するため、色、ポリフェノール、およびアロマ化合物の保持力が高くなる(Pozderovicら、2016)。
フルーツジュースの濃縮において、EVAと比較したROの最大の利点は、最終製品が提示する品質の高さである。
ROが果汁の濃縮法として初めて報告された際、ポリアミド膜を用いたオレンジ果汁で、糖、酸、芳香族化合物の優れた保持力を示した(Conidi et al., 2020)。Gunathilakeら(2014)は、リンゴ、ブルーベリー、クランベリーの各果汁にROを適用したところ、それぞれ40%、34%、30%増加し、抗酸化特性が向上したと報告している(FRAPテストによる測定)。
さらに、適用する圧力(25〜35バール)と温度(20〜40℃)は、総ポリフェノールの含有量やpH、酸度などの生物化学的特性に大きな影響を与えないことが分かった。
最近、カベルネ・ソーヴィニヨンの赤ワインを45〜55バールのROで濃縮した場合、フェノール化合物の高い含有量を示し、目に見える色の変化は見られなかったという試験もある。
従来の濃縮方法とは異なり、ROは水の相変化を意味しないため、エネルギーをより効率的に使用し運転コストを低減することができる。
CC
新たな食品技術として、CCがある。
この技術は液体マトリックス中の溶質の濃縮理論に基づいており、この方法は、水を部分的または完全に凍結させることで水溶液を濃縮し、未凍結の残留溶液(溶質に富む濃縮溶液)を氷の画分から分離する。
他の濃縮方法と比較して、CCは使用する温度が低く、蒸気または液体の界面が存在しないため揮発性化合物および栄養化合物の損失を最小限に抑えることが容易であるという利点がある。
濃度については、CCで到達した最大濃度は45〜55%に過ぎない。おそらくこれは、溶質濃度の上昇により核生成が起こり、氷結晶の成長速度と直径が低下したためと考えられる。臨界濃度になると、溶質が氷と一緒に固まってしまい、分離することが困難になる。
食品業界では、従来の凍結濃縮(懸濁液)システムよりもシングルパス(ブロックまたはプログレッシブ)システムでの凍結濃縮を好んで使用することが多い。ブロック凍結濃縮(BFC)は、まず液状のフードマトリックスを完全に凍結させ、次にブロック全体を解凍し、最後に重力または分離効率を高めるための遠心分離などの補助技術によって濃縮部分を氷から分離する。
このプロセスは、必要な固形物の割合に達するまで繰り返し行うことができる。Petzoldら(2015)はブルーベリージュースをBFCシステムで濃縮した際、1サイクル目の濃縮画分を2サイクル目の濃縮液の原料液として使用し、最後に3サイクル目のプロセスを繰り返した。サイクルを増やすと、固形分はほぼ直線的に増加し、3サイクル目の濃度は新鮮なサンプルの初期濃度の約2.5倍に達した。
Guerra-Valleら(2017)は、ブルーベリージュースのCCを-20℃と-80℃の両方において軸方向と放射状凍結を比較した。
この研究では、CCは総ポリフェノールや個々の生物活性化合物の70%以上の保持率を得ると結論づけている。
最も優れた処理は、効率、溶質収量、濃縮率の観点から、-20℃の軸方向凍結濃縮であった。
設備投資との関連
熱蒸発とROは必要な資本金が少ないが、ROは運用・保守コストが高く、ROプロセスにおいてファウリングを克服するために、前処理ユニット、エネルギー、材料、洗浄剤を追加する必要がある。
サスペンションによる凍結濃縮の場合、冷凍装置や付属品が必要なため、システムの初期投資や資本コストが高くなる。
エネルギー消費
ROは水の相変化を必要としないため、CCやEVAと比較してエネルギー必要量が少なく、中程度の温度と圧力で動作する。
CCとEVAを比較すると、氷の融解熱(333kJ/kg)が水の蒸発熱(2000kJ/kg)よりも小さいため、前者の方がエネルギー消費量が少なく、EVAの6倍と言われている。
従来の蒸留プロセスは、所望のレベルの濃度を得るために通常約30分を必要とするが、ROは3時間以上を必要。一方CCは、1つのCCサイクルを完了するのに15〜25時間が必要。
将来の展望
ブルーベリージュースの製造では(多くのフルーツジュースと同様に)廃棄物が発生し、その多くは使用されずに廃棄される。例えば、ブルーベリーの種子や果肉、皮の残骸が挙げられるが、これらは種子を低温圧搾することで油分を得られ、天然の着色料や抗酸化物質を豊富に含む抽出物を得ることができる。
また膜を使用した加工でポリフェノールを回収し、栄養補助食品として応用できる可能性がある。
終わりに
EVA、RO、CCによって異なる固形分含有量のブルーベリー濃縮果汁を得ることが可能であると結論づけた。
EVAは、最も多くの固形分を含む濃縮液を生成し、最も低い運転コストであるため、業界で最も広く使用されている。
EVAではパーベポレーションなどの技術により、効率的にアロマを回収することができるが、ビタミンCなどの栄養素の損失や濃縮液中の生理活性成分の減少が検出されている。
ROでは膜の交換コストや最終的な固形物の量が限られているなど、改善すべき点が多い。
CCは設備投資コストが高く、大量使用が制限されるため果汁業界向けのCC装置の設計にはまだ重要な課題が残る。